
展会资讯
“新三样”带来庞大市场,来ITES一站解决钣金加工方案
2024-03-14 17:33:06 来源:本站 浏览:3872次
政府工作报告显示,一年来电动汽车、锂电池、光伏产品“新三样”出口增长近30%。海关总署数据显示,2023年“新三样”产品合计出口1.06万亿元,首次突破万亿元大关。
在利好政策与庞大需求的支持下,新能源市场规模暴增,新能源电池箱、储能箱、储能柜、充电桩、高低压电力柜等新兴产品的钣金结构件需求量不断攀升。
这个巨大的新兴市场在为钣金加工企业带来大量订单的同时,也提出了新要求:以大规模制造、快速交付、低成本为需求导向,需要实现大批量少品种的柔性加工方式,减少瑕疵率。
为帮助钣金加工企业降本提质,2024 ITES现场呈现兼顾精度与效率的先进钣金加工设备,汇集200+钣金品牌,带来激光切割/焊接、成形、冲压等一系列加工方案,助力企业打造周期短、良率高的产品优势。
激光切割+自动化
邦德激光展位号:4-C01
旗舰款四卡盘激光切管机 M系列

自研“四卡盘双工序并行加工”功能,打破四卡盘单向顺序加工的生产方式,全面革新工序与效率,为客户带来更加极致高效的加工体验:实现边切割 边上料/边切割 边下料、智能游离 全工况自加工、真正0尾料切割。
力星激光展位号:4-B08
型钢激光二次加工自动化线 NS-12020H
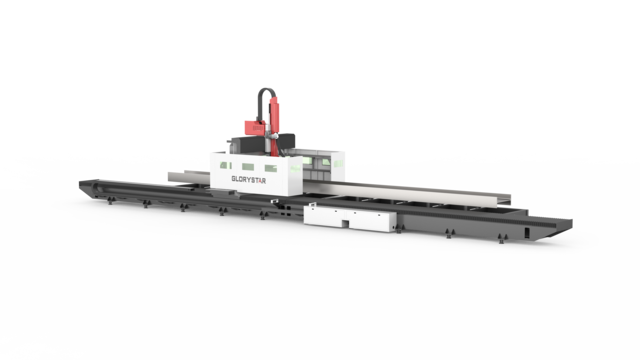
一款专门针对H钢、槽钢研发的全自动型钢生产线,设备最大激光功率可达 15000W。一体化简约结构,移动式设计,主控台、激光器、冷水机、电控柜、悬臂梁结构等高度集成,可实现稳定移动和作业。三维五轴数控技术,功能强大,实现型材(25mm)切割及45度坡口切割,支持坡口、锁口、切断、打孔、开过焊孔、切螺栓孔、划线打标,多种节点切割工艺,型钢精度校准与补偿功能确保高定位精度,一键套料功能降低材料浪费,专业套料软件智能化排切。搭配自动上下料系统,实现全自动化工作流程,高效完成批量生产,降低用工成本。
广天地展位号:4-G28
大包围板管一体激光切割机

集板材与管材切割功能于一体,一机两用,能解决多类工件的切割,可加工圆管,方管,矩形管,槽钢,角钢等型材。
鑫全利激光展位号:4-L01
X6025HF万瓦光纤激光切割机
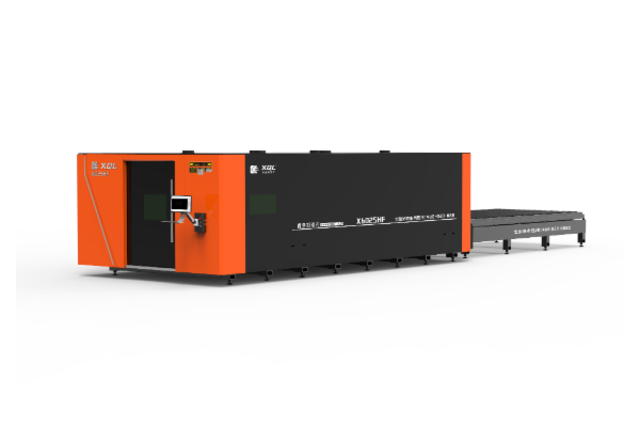
智能数控总线系统实现工艺参数全数字化控制、切割状态实时监控、切割数据参数全程检测记录等功能,减少人工干预,界面友好操作智能简单;
折弯成形
谊科数控展位号:4-H01
EKO激光成型复合机
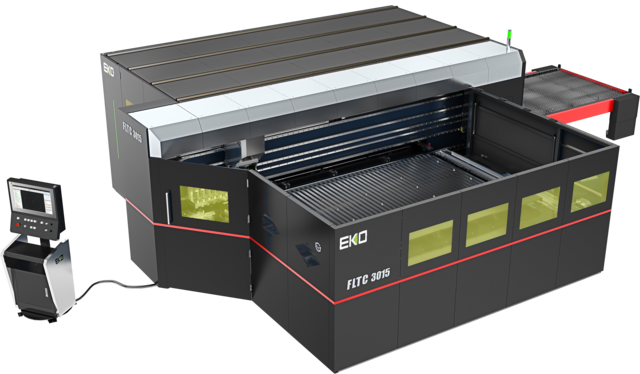
EKO激光成型复合机可为企业提供高速度、高稳定性和高精度的钣金加工。它是集激光、成型、攻丝等工艺为一体的多功能钣金加工机床,从而减少各项成本,提高生产稳定性,缩短生产交付,实现企业降本增效。
汉智数控展位号:4-H10
全自动折弯中心
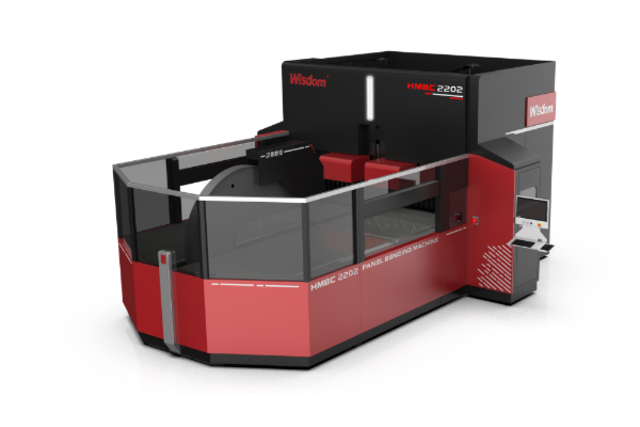
自动换刀系统能提供更高的灵活满足内折边、四边形等需求,可以满足任意折弯长度的的需求。自动换刀HMBC全伺服多边折弯中心配备有专用的上压料器单元,全自动系列可以自动根据客户要求调整上压料器单元的长度,不需要手动调整,做到了快速准确,充分释放客户生产力,提升客户生产效率,提升客户厂内设备高级化水平。
浙江钜智展位号:4-K20
高速多轴联动智能弯管机

高速多轴联动智能弯管机广泛应用于汽车、航天、船舶、家居等各行各业的管件加工,是目前能实现左右方向弯管加工的高端智能全电动数控弯管装备,采用德国Beckhoff 总线控制系统基于WINDOW平台上进行二次开发,它具有自动模拟加工、自动焊缝识别、自动夹紧力检测、自动上下料、自动润滑系统、自动异常报警、操作实时监控、远程帮助等特点,将有限元模拟技术、机械优化设计、自动控制技术、机器人技术、检测技术、仿真技术、快速成形技术等多学科技术相结合,实现复杂管件高效、高质量、低成本的全自动化加工作业。
海吉展位号:4-Q08
伺服折弯机+GP50自动化折弯单元

全电伺服折弯机,4主轴设计+6轴后定位结构+系统直接控制机器人自动折弯功能,适合多产品折弯设定的智能化,稳定可靠,简单操作。
GHBM根号展位号:4-G01
柔性折边中心

GHBM根号 潜心研究数字化柔性折边中心,钣金成型批量化生产核心装备。
忠博/机友数控展位号:4-S12
智能刨切一体机

一机两用,刨槽加平面二维切割,大副节省人工,降低厂租。
久诺展位号:4-K06
久诺激光刨槽复合机

久诺激光刨槽复合机结合了刨槽和激光的双重功能,加工方式更加灵活,能够有效的提升工作效率,降低人工成本。
奥斯玛展位号:4-G25
纯伺服折弯机SE系列

采用日本先进折弯操作系统,技术性能可靠,故障率低。两条高精度进口重载滚珠丝杆,同步运行,确保折弯角度十分精确。上模配有斜楔式微调补偿机构的快速夹紧式中间板,以保证各种板材折弯精度。
冲压成形
徕富展位号:4-M08
开式双曲轴精密冲床

高刚性,高精度,高可靠性,超大台面,适应大面积板料及自动化级进模生产,更好的提高工作效率。
乔森展位号:4-M10
STE闭式双点曲柄精密冲床

采用高强度机身构造,变形量小,精度高, 曲轴采用高强度合金材质42CrMo,强度比45钢提高了1.3倍,使用寿命更长。
松佐展位号:4-M20
伺服冲床

高性能进度伺服冲床,满足精密零件场景。
扬固展位号:4-T10
YPA系列高精密压力机

YPA系列高精密压力机是开式固定台单点高强度压力机,公司引进国外先进技术,全部采用计算机辅助优化设计,用PROE、Solidworks软件进行假设各种模拟负荷试验,破坏性试验,受力分析,进行了设计验证,每一规格产品经过了严格性能试验和可靠性试验来确认。机床体现了人-机环境的协调和一致性,产品适用于冲孔、落料、弯曲、浅拉伸等多种冲压工艺。
焊接及铆接
大族激光展位号:4-J50
智能协作机器人激光焊接机
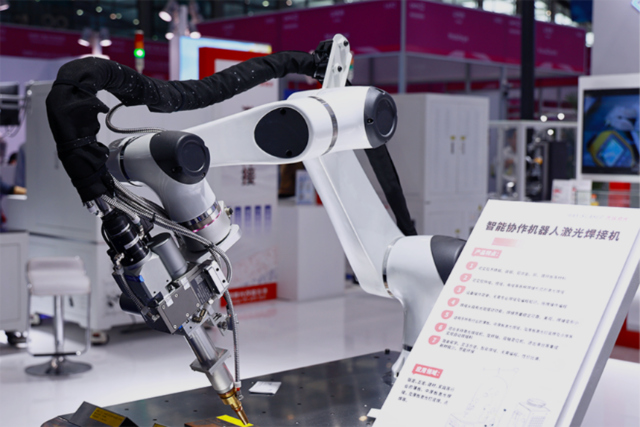
大族协作机器人与大族激光器、大族激光摆动焊接头、大族振镜系统以及大族控制系统等关键部件组成激光焊接机器人,自研程度高,兼容焊缝视觉跟踪器及外部轴,支持PLC交互控制,能够满足高精度、复杂轨迹焊接要求,在机械五金、3C电子以及新能源领域有落地案例。
铭镭展位号:4-B01
Easy-welder风冷手持式激光焊接机

业内首创体积最小的风冷手持式连续激光焊接机,体积小巧,重量轻,可易于携带,方便使用。功耗低,一般家庭220V15A以上插座均可使用;采用高度冗余的散热设计,可以连续满功率持续输出,无需外部冷水机支持,寿命长,噪声低;14um的传能光纤,保证高质量的光斑输出和更高的功率密度;采用多重抗回返光设计,轻松应对常见的铝合金、不锈钢等高反材料。易焊,让焊接更容易!
瑞凌展位号:4-Q01
电弧增材3D打印 / 激光复合焊

KUKA+12000W激光焊+TITANS TANDEM 800气保焊 复合焊机
鑫全利激光展位号:4-L01
XOL-FH30000A 30KW激光电弧复合焊工作站

1.非接触式焊缝跟踪系统,实时检测和纠正焊缝的偏差,保证获得合格焊缝。
2.适应多样化和复杂化的需求,可任意空间焊接,不局限于平面焊接,适合大型、异型工件以及各种立体工件的焊接要求。
3.可连续、稳定、均匀焊接,有效减少焊接过程中的氧化、气孔问题,提升焊接产品的良品率。4.减少对人工的依赖,满足苛刻生产条件下的连续作业要求,为企业节省了培训、管理等方面的费用。
5.,焊缝细,表面平滑,材料不易变形,焊接后打磨少,节省人工,焊接熔池深,焊接强度高。
鸿栢展位号:4-L15
CNC 螺柱植焊平台

CNC螺柱焊接系统(自动螺柱焊接平台)是一种高精度、高效率全自动数控螺柱焊接装置。X、Y轴传动均采用高精度滚珠丝杆线性模组,运行稳定,定位精度高,使用寿命长:控制系统采用工业级PC或PLC或驱控一体,可搭载储能螺柱焊机或拉弧式螺柱焊机,以适应不同的焊接需求。Z轴可选择气动或电动何服驱动,可配置一个或多个焊接终端,以满足不同领域的个性化需求。
牛顿增材展位号:4-L27
P3000系列高速激光熔覆机
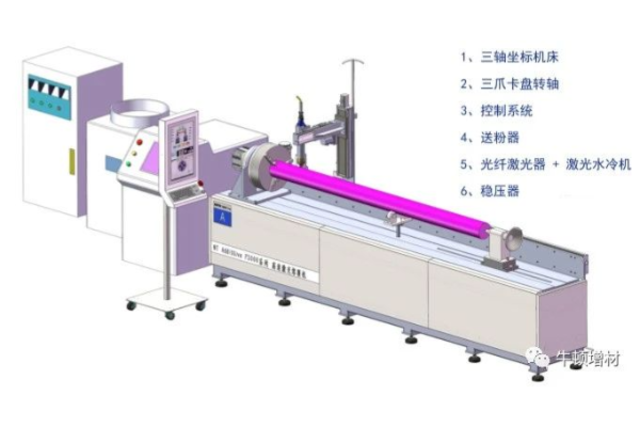
P3000系列是牛顿增材科技设计的一款直角坐标运动轴的机床型 (A型)或机械手+旋转轴型(B型)激光熔覆机,主要用于外壁的高速熔覆和内孔熔覆,也可以用于大型轴件的激光淬火。
迈思克展位号:4-G15
CNC螺柱焊机

该机采用Windows操作界面,利用CAD图形直接生成加工代码,实时显示加工轨迹;自动送钉,自动焊接,每小时焊钉高达1500枚以上;焊钉后背面无痕迹,无需再次打磨工艺:焊接牢固,在破坏测试下,小钉断大钉弯,不掉钉。
宾科/哈格展位号:4-F10
压铆中心 T1200-3D
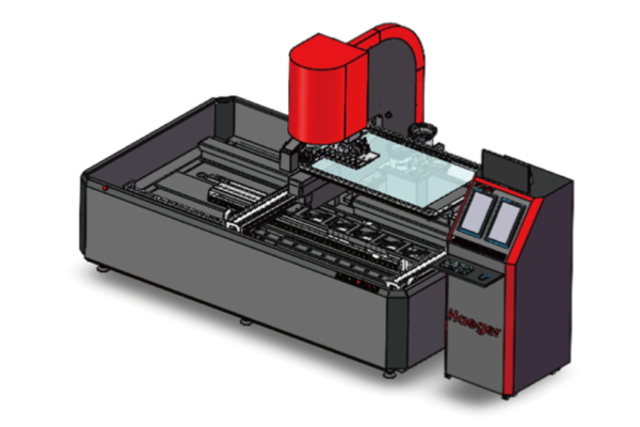
支持将8种不用类型的PEM紧固件安装至同一面板上。伺服高速系统,支持3-4秒完成一个紧固件安装。对整个安装过程全程进行监控,并且可选择内部或外部存储过程曲线且上模与下模自动切换。支持3D视觉系统进行高精度安装。
卓玉展位号:4-F08
钣金铆钉检测机

压铆后钣金铆钉检测机:
1.检测项目 铆钉的有无(是否漏铆)、外径(是否错铆)、高度、偏位
2.机型选择 在线检测(冲压连线) 离线检测
3.一次电子建模永久使用(建模周期短:20分钟内) 4.运动平台可以根据产品尺寸大小选择,并支持多板同时检测
希格盟德展位号:4-T20
焊接工作台

28及16 mm孔径的professional750级专业焊接工作台,材质为高品质的S35512+N低合金结构钢。表面等离子渗氨代表了特殊的表面质量,它将显著提升工作台载重容量,延长使用寿命。
开卷校平设备及抛光打磨设备
玛哈特展位号:4-M30
自动矫平生产线(无人化管理)
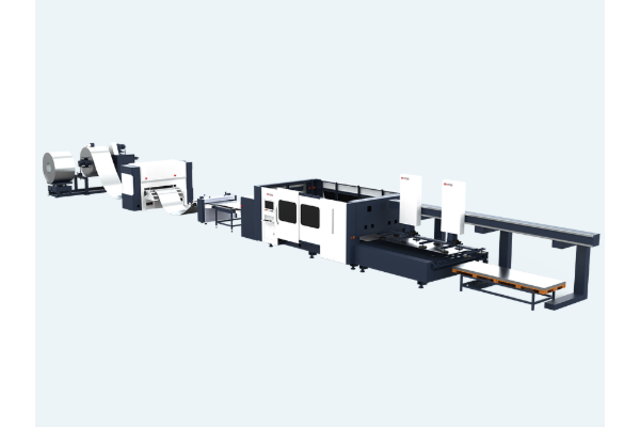
适用于切割量产工件,同一卷材料切割单一产品,材料经过开卷矫平后进入激光切割单元,通过专用机床结构送料至切割区域后切割图形,后经切割滚动平台将切割完的材料输送至皮带流水线进行分拣或自动码垛。天花板行业、铝幕墙行业、冷轧板机箱机柜、电梯、电器柜、通风管行业等。相比于传统卷料开平剪切线/平板激光切割机,本机型可任意切割不同产品,可自动生产,更省材料成本,可满足不同客户应用需求,适用范围更广。
锃道展位号:4-N08
自动去毛刺机

本款机型应用于精密钣金加工,可适应各种金属板材,具备去毛刺、拉丝、抛光、倒钝、倒R角等功能。输送方式可以采取真空吸附或者磁力输送,根据不同板材进行选择。
莱纳斯展位号:4-M60
LSP系列万向滚刷去毛刺机

适用于平面板类零件,碳钢板、不锈钢板、铝板、铜板、钛合金、各类有色金属、橡塑材料,对激光切割、剪板下料、冲压下料、水刀切割、等离子切割等工件表面预磨、拉丝、抛光、去划伤、去毛刺、倒角倒钝等加工。
钣金信息化管理与制造
固美特展位号:4-G10
最落地的精益信息化工厂解决方案

精益智能工厂规划及实施;企业管理咨询及精益生产;生产管理系统研发及应用。致力于为钣金、五金电器行业打造高品质的精益信息化企业。
西阁玛展位号:4-A20
SigmaNEST套料软件

SigmaNEST系列产品组合可以帮助制造商通过优化材料利用率、机器路径优化、人力和数据管理来提高投资回报率。从报价到发货,包括与广泛的业务系统集成,以及对所有主要的激光、等离子、火焰、冲床、水切割、铣床、裁剪、折弯和切管机进行编程的独特能力。
2024 ITES展览亮点
连通产业链交流、探索市场发展新趋势,2024 ITES深圳工业展将于3月28-31日在深圳国际会展中心(宝安)盛大举行,携手超2200+家参展商为观众带来贯穿精密制造产业链的前沿创新成果展示,助力企业提质降本增效,为新质生产力蓄势赋能。
1、本文系网友投稿或编辑转载,并不代表本网赞同其观点和对其真实性负责。 2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间删除或断开链接!有关作品版权事宜请联系客服
最新展会